Call us now :07315127343

 Send Inquiry
Send InquiryMolecular Seive Zeolite 13x
MOQ : 10 Kilograms
Molecular Seive Zeolite 13x Specification
- Smell
- Odorless
- Molecular Formula
- Na86[(AlO2)86(SiO2)106]xH2O
- Melting Point
- Not applicable (decomposes before melting)
- Taste
- Odorless and tasteless
- Structural Formula
- Crystalline aluminosilicate
- Solubility
- Insoluble in water and solvents
- Ph Level
- pH 7 (neutral)
- Density
- 0.68 Gram per cubic centimeter(g/cm3)
- Storage
- Store in dry, cool place, airtight packaging
- Form
- Solid
- Other Names
- Zeolite 13X, Molecular Sieve 13X
- Shape
- Beads or pellets
- Purity
- >= 98%
- HS Code
- 3824
- Molecular Weight
- approx. 2450 g/mol
- Poisonous
- No
- Classification
- Molecular Sieve
- Chemical Name
- Sodium aluminosilicate
- CAS No
- 68989-23-1
- EINECS No
- 215-283-8
- Grade
- Industrial Grade
- Standard
- Conforms to industrial specifications
- Type
- Synthetic Zeolite
- Usage
- Industrial gas drying, purification, catalyst carrier
- Main Material
- Zeolite (Sodium aluminosilicate)
- Application
- Other
- Non Toxic
- No
- Particle Size
- 1.6 - 2.5 mm
- Regeneration Temperature
- 180 - 350C
- Moisture Content (as shipped)
- 1.5%
- Color
- White to Off-white
- Static Water Adsorption
- 27 wt%
- Pore Size
- 10 Angstrom
- Bulk Density
- 0.60 - 0.68 g/ml
- Crush Strength
- 30 N (for 1.6-2.5 mm beads)
- Attrition Rate
- 0.20%
About Molecular Seive Zeolite 13x
MOLECULAR SIEVE 13X (3-5 MM)
Premium Zeolite Adsorbent for Air & Gas Separation
Key Applications:
Premium Zeolite Adsorbent for Air & Gas Separation
Key Applications:
- Air Separation (O2 / N2 Plants)
- Gas Drying & Purification
- Refinery & Petrochemical Use
- Oxygen Concentrators (Medical & Industrial)
- Chemical & Pharma Drying
- Refrigeration & Cryogenic Systems
- High Adsorption Efficiency
- Excellent Mechanical Strength
- Long Service Life
- Consistent Quality Supply
Exceptional Adsorption Performance
Zeolite 13X is valued for its 10 Angstrom pore size, allowing it to adsorb a wide spectrum of molecules, including water vapor, CO2, and H2S. Its static water adsorption capacity is 27 wt%, making it highly effective in air drying and purification, as well as other air separation and industrial gas processes. Its white to off-white beads are robust and maintain effectiveness even in high-demand applications.
Industrial Applications and Usage
Primarily used for air separation, gas drying, and removal of contaminants such as CO2 and H2S, Zeolite 13X is also effective as a catalyst carrier in chemical processes. Its molecular structure enables selective adsorption, ensuring high efficiency in gas purification and industrial gas production. It is commonly used by manufacturers, exporters, and suppliers across industries.
Safe, Reliable, and Sustainable Storage
Molecular Sieve Zeolite 13X is non-toxic, non-poisonous, and odorless, resulting in a safe product for workers and the environment when handled according to guidelines. It should be stored in airtight packaging in a dry, cool environment to maintain moisture content as shipped (1.5%) and ensure peak performance during industrial use.
FAQ's of Molecular Seive Zeolite 13x LLP:
Q: How is Molecular Sieve Zeolite 13X LLP used in industrial gas drying and purification?
A: Zeolite 13X LLP is packed in adsorption columns where industrial gases, such as air, pass through. The sieve captures moisture, CO2, and H2S molecules in its 10 Angstrom pores, resulting in purified and dried gas suitable for various industrial applications.Q: What benefits does Zeolite 13X offer for air separation and gas drying processes?
A: Zeolite 13X provides high adsorption efficiency, low attrition rate, and a robust form factor, ensuring consistent performance and long operational life. Its strong water and acid gas removal capabilities help prevent equipment corrosion and improve product quality.Q: When should Zeolite 13X be regenerated during use, and what is the process?
A: Regeneration is needed when the sieve becomes saturated with adsorbed molecules. The process involves heating the beads to 180-350C, which causes adsorbed water and gases to desorb, restoring the sieve's capacity for reuse.Q: Where should Zeolite 13X be stored to preserve its effectiveness?
A: Zeolite 13X should be stored in an airtight container in a cool, dry place. Proper storage ensures moisture content remains low and prevents premature adsorption, retaining its adsorption efficiency and extending shelf life.Q: What is the main chemical composition and structure of Zeolite 13X?
A: Zeolite 13X is a synthetic sodium aluminosilicate (Na86[(AlO2)86(SiO2)106]xH2O), exhibiting a crystalline aluminosilicate structure. Its high surface area and specific pore size enable selective molecular adsorption, essential for gas separation and purification.Q: Is Zeolite 13X safe and environmentally friendly to use?
A: Yes, Zeolite 13X is non-toxic, non-poisonous, odorless, tasteless, and insoluble. It conforms to industrial safety standards, making it a safe material for handling and environmental use in various applications.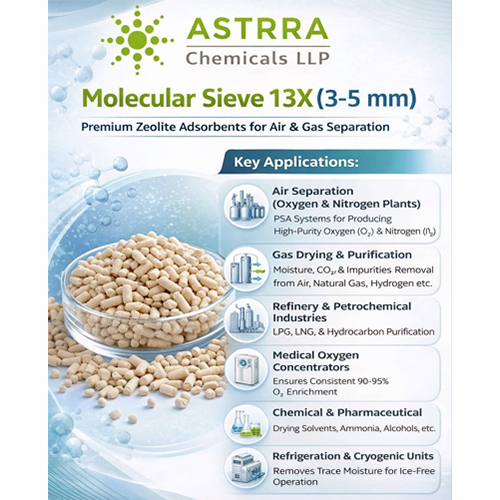
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Industrial Chemical Category
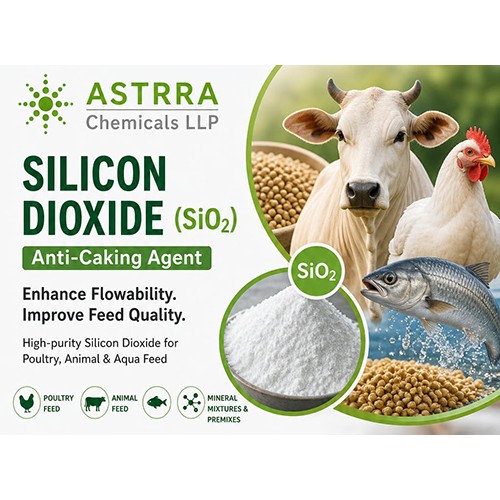
Silicon Dioxide Anti Caking Feed
Minimum Order Quantity : 10 Pieces
Application : Other
Grade : Other, Feed Grade
Form : Other, Fine powder
Purity : 99% Min
Type : Feed Grade
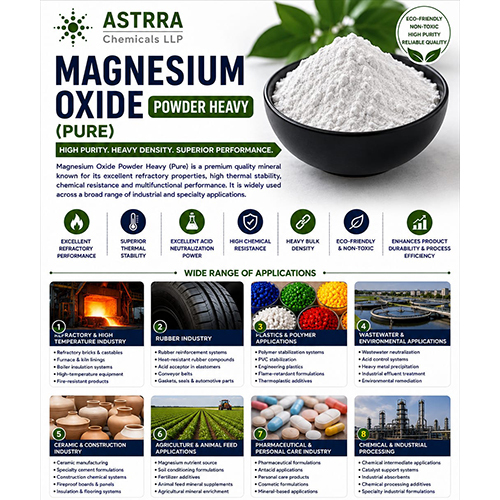
Magnesium Oxide Pure Heavy
Minimum Order Quantity : 50 Pieces
Application : Other
Grade : Other, Pure
Form : Solid
Purity : 99% min
Type : Pure heavy
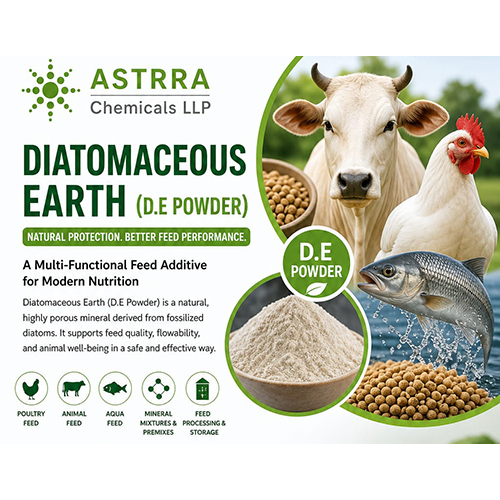
Diatomaceous Earth De Powder Feed Additive
Minimum Order Quantity : 10 Pieces
Application : Other
Grade : Other, Feed Grade
Form : Powder
Purity : 95% minimum (SiO2 content)
Type : Powder

Rice Husk Ash RHA
Minimum Order Quantity : 10 Kilograms
Application : Other
Grade : Industrial Grade
Form : Other, Fine Powder
Purity : >92% SiO2
Type : Powdered Ash
Our Products


No 532/1, B3 & B4, Vanagaram Road, Athipet, Ambattur, Chennai - 600058, Tamil Nadu, India

Mr Sanklesh Fatechand Chabria
(Managing Partner)
Mobile :07315127343
 Send Inquiry
Send InquiryDeveloped and Managed by Infocom Network Private Limited.
